海外での製造業の背景
日本の製造業は近年東南アジアをマーケットと捉えた海外進出、海外工場の強化を行っています。100年に一度といわれたリーマンショックを乗越え、また昨年の日本での震災、タイでの50年に一度といわれる大洪水を経験し、その原状回復の途上にあるとはいえ力強く回復している姿を見ると今後ますますこの地域に頼らざるを得ない日本企業の実態が垣間見えています。一方、タイ国内へ目を転じてみると物価の上昇、景気の拡大、政権の交代による様々な政策の実施など、企業へ与える影響が多く、受注が伸びているのに利益があがらない、忙しさと暇が極端に変化することで従業員の確保がままならないなど企業によって課題はさまざまであり、これからどうすればよいかと考えるのも無理からぬ状況になっています。
そのような中で弊社はタイへ進出して10年が経過し支援をさせていただいています。
テーマも部分的なコストダウンから工場全体の現地化を目指した全体的な改善の方向に変わってきています。事実、弊社の「VPM活動」による改善を実施して驚くほどの生産性向上や品質が向上したり、売り上げや利益といった数字の改善だけでなく、人の意識が変り活気のある職場へと変った事例も多くなっています。
現地化の阻害要因
タイの企業を取り巻く状況は前述のように日々厳しさを増している環境のなかで、「実践のスピードの遅れ」「リーダーシップの欠如」「コミュニケーション不足」「変化に対する対応能力不足」などが要因となった、品質、労務、人的効率などに関するさまざまな問題が発生し、工場の運営を非効率にしています。
今後はこれらの問題の解決をめざして、更なる工場運営の効率向上を目指した現地化を、次のような視点で進めることが必要となっています。
① 日本人スタッフへの対応
現在駐在している日本人スタッフは、バブル崩壊後に育った人が多く、固有技術力も含めて、品質の考え方、進め方、動機付け、人の扱いなど真のマネジメント力に熟知した人材が少なくなっています。
特にタイに駐在されている日本人スタッフは、総合的な業務経験を有しているとタイ人スタッフから期待されますが、実践の中で経験不足が原因になりタイ人スタッフとのコミュニケーション不足が増長し、本来の目的の現地化を進めることが困難になる悪循環に陥っていることが多くなっています。
今後はまずタイ人スタッフを中心に人材を育成しながら、併せて日本人スタッフも育成することが必要になってくると思われます。
② タイ人スタッフの諸問題の認識
②-1.生活文化の違いによる組織行動の欠如
タイでは気候的にも季節感がなく、四季を通じて大きな変化がないと言う環境と先祖からの生活習慣(食物、住むことに困らない)により組織的な行動が取れない。
②-2.階層意識、平等意識が強く相互に踏み込まない
課長、係長、主任、職長などの壁があり仕事の範囲を決めて、範囲を超えようとしないので、協働ができにくい。人の評価を公にし差をつけることを嫌う。皆一緒の考え方が強い。
②-3.言葉の問題
基本的なコミュニケーションのツールである言葉は非常に大切である。よくある話で、ローカルの課長(大卒が多い)が英語や日本語がわかるので、英語や日本語で報連相をし、課長が部下に情報を伝える仕組みは今までの経験からほとんど機能していないことが多い。
通訳は日本語の資格を持ったタイ人を通じて行うのがベターである。
このような背景から次のような特徴的な行動パターンができています。
●言ったことしかやらず、思うように動かない。
●行動が遅く、応用も利かない。
●部下に対し指示が甘く、報連相ができない。(とくに報、相は少ない)
●目的意識、納期意識(時間感覚)が低い
タイ人スタッフの人材育成の必要性
日本的な経営システムをタイ人スタッフの人材を中心にした組織で運用するために人材育成を始めようとする際には、「組織的には工場長まではすべて現地化を目指す」ような明確な目標を定めたタイ人スタッフの人材育成が必要です。
タイ人スタッフが前記のような特徴的な行動パターンを持っているからと言って決してできないということではありません。潜在的な能力は持ち合わせているし、対応力も十分に持っていることは言うまでもありません。具体的に引き出してやれば組織対応力を持った人材を育てることができます。
タイ人スタッフ人材育成の具体的な方法
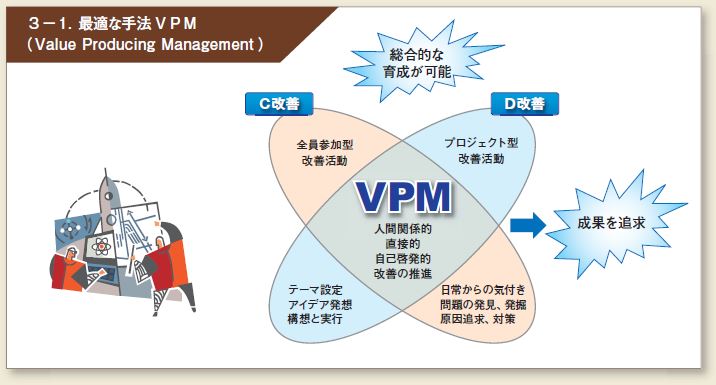
長年に亘ってタイで弊社が進めている「VPM」活動を中心に、小集団活動として改善活動を推進し、様々な階層での役割を明確にし、意識改革と行動改革を行ないます。
4-1. C 改善( Change,Challenge ):
日常業務のムダ排除
主たる活動はグループごとに自職場の問題を抽出し自ら解決します。活動の目的は改善とコミュニケーションのできる職場風土を確立します。
<活動の狙い>
●意識改革:「やらされる」から「やる」へ変ります。改善も仕事と意識させます。
●改善体質維持:改善を後戻りさせないため標準化の重要性を理解し職場に蓄積します。
●改善技法の習得:原因分析を通じて問題解決能力を向上します。
4-2.D改善( Development,Design ):
プロジェクト改善
他職場との協働により問題を解決します。活動の目的は自職場で解決できない課題を進めることにより圧倒的に効果がある改善を実施します。
<活動の狙い>
ボトムアップの改善に加え現状をブレークスルーするトップダウンの高い効果の改善を実現します。
以上2つの改善活動を主軸として人に着目したムダ排除の改善活動を進めます。
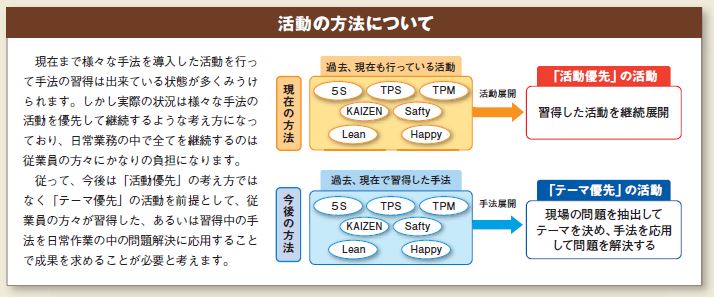
企業の全体最適を目指す価値創造手法「VPM」は前記したようなさまざまな問題を解決し、タイ人の創造力と自発的な改善力を向上させ、工場運営の現地化を目指す活動です。活動のための活動ではなく、活動のなかで様々な手法、5S,TPS,TPMなどを駆使して職場の中にある諸問題を単にフォーマットに沿った改善ではなく、現場密着型の実践を重視した活動を通して、成果を追求すると共に人材を育成する効果のある手法、活動です。今後さらに厳しくなるタイの環境の中で有効な手法、活動になると確信をしております。